喷头可用M12的标准环规拧在喷头上,让端面稍露出环规的平面,然后用细油石把端面磨平。控制杆的端面上车床用百分表找正,使原端面与轴垂直,再用车刀修平端面。
液压提升技术的施工措施:
(1)在准备工作包括载荷试验合格之后,且经过对提升设备、各种卷扬机及滑轮转向装置的措施、以及其他人员进行系统的、检查无误后,才能进行正式提升。
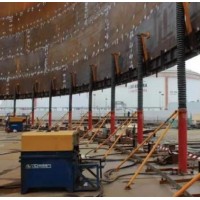
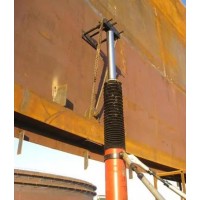
(2)设备试提升离开地面支架200~300mm后,应停止提升,保持此状态,检查结构、提升设备及提升系统的工作情况(钢绞线、提升器、液压泵站、传感检测系统等)。
(3)在提升过程中,注意观测系统的荷载变化情况等,并认真做好记录工作。
(4)在提升过程中,地面测量人员要通过激光测距仪及悬吊钢卷尺测量各吊点离地的高度。
(5)提升过程中应密切注意提升地锚、钢绞线、提升器、锚、液压泵站、计算机控制系统、传感检测系统、卷扬机等的工作状态。
(6)现场无线对讲机在使用前,向相关单位进行申报,明确回复后方可作用。通信工具专人保管使用,确保信号。
 液压顶升机械上世纪的发展和建筑物顶升工况的分析
液压顶升机械上世纪的发展和建筑物顶升工况的分析一、上世纪九十年代液压同步提升技术的发展
从1994年上海东方明珠广播电视塔钢天线桅杆整体提升到前不久的上海大剧院钢屋架整体提升,是液压同步提升技术大规模工程应用并取得辉煌成就的时期,与此同时,该项技术本身也在各项重大工程应用中不断完善,日趋成熟。
上海东方明珠广播电视塔钢天线桅杆全长118m,总重450t,采用地面组装,整体提升的技术方案,并为此专门研制了一套液压提升设备。以φ15.2mm柔性钢绞线作为承重索具,120根钢绞线从标高350m的混凝土塔顶平台挂到地面,20只400kN的液压提升器分别布置在钢天线桅杆根部段四侧,托着一百多米的天线桅杆,沿着120根钢绞线同步向上攀升。在这一工程中,柔性钢绞线的采用使电视塔天线桅杆的长距离高空整体提升成为可能,钢绞线平均负载为每根3.75t;计算机控制系统采用MCS一96系列单片机与FX一2可编程控制器组成的控制网络,同时控制天线桅杆的垂直度和钢绞线的负载均衡,这一多目标控制策略保证了庞大天线桅杆的平稳提升。又由于提升器契形夹片的逆向运动自锁作用,使提升过程十分可靠;锚具的主动松紧,又解决了提升器带载下降问题。在解决了这一系列技术关键之后,钢天线桅杆经80余小时、350m的连续提升,于1994年5月1日顺利到达预定安装位置,使其尾端达到468m的高度。
之后,该项技术又应用于北京西客站主站房钢门楼整体提升和北京都机场四机位库大型钢屋架提升等工程。西客站钢门楼长45m,宽28.5m,在地面整体拼装后,总重1800t。采用8吊点24只提升器(2000kN提升器16只,500kN提升器8只),336根钢绞线,钢绞线平均负载为每根5.35t,净提升高度43.5m,于1994年12月25日提升到位。
都机场四机位库全长300m,宽90m,钢结构屋架分为南、北大梁(各重1200t,跨度132m),中梁(重400t)及四片网架结构(每片重630t,80mx75m)等部分,分七次提升,钢绞线平均负载为每根4.3t和5.6t,提升高度为24m,于1995年10月全部完成。
在这两个工程中,次采用了多级计算机主从控制方式,以适应多吊点远距离同步控制的需要;特别是根据“东方明珠”工程的实践经验,并经理论分析和实验验证,证实了钢绞线的负载自动均衡特性,从而免除了每根钢绞线上的引伸传感器,使传感检测系统得到了很大简化;同时,在研制的二代提升设备上,对液压系统和计算机控制系统作了进一步改进,使之简单可靠、方便灵活。
较近,采用液压同步提升技术又对上海大剧院钢屋架实施整体提升。钢屋架长100m,宽90m,高11m,总重6075t,采用4吊点44只2000kN提升器,792根钢绞线,钢绞线平均负载又提高到每根7.67t,提升高度26.5m,于1996年7月2日提升到位。这是迄今为止整体提升的较大较重构件之一在这一工程中,进一步提高了第三代提升设备的模块化、标准化程度,使之成为无限可扩展系统。
液压同步提升技术正是在诸多重大工程的应用中,解决了一个又一个技术关键,逐步发展成为新颖和完整的成套施工技术—超大型构件液压同步提升技术。
二、建筑物顶升工况的分析
根据建筑物顶升施工要求,整个过程分为称重、顶升、保压和带载下降四个工况。
(1)称重
称重是为了预先确定顶升施工中各个顶升点处执行机构所承担的实际载荷压力。称重执行过程:根据建筑构件图初算得出各个顶升点近似载荷值,调节各顶升点的顶升力。为了避免计算误差和确保工程,初始顶升力应略小于计算的近似载荷值。待各顶升点调整好后,各处的顶升力以固定步长增加,并根据位移传感器的周期采样数据判断是否产生位移。如果没有位移产生,则继续增加顶升力;如果产生位移,则判断是否达到设定位移。如果达到设定位移,记录称重结果,称重结束;如果没有达到设定位移,则继续判断是否产生位移,如此反复直到称重结束。各顶升点获得的实际载荷压力值,是顶升的必要准备。以是否达到设定位移作为称重结束的标准,而不是以是否产生位移为标准,因为在顶升力增大的过程中,可能由于顶升对象的变形而引起微小位移,而此时的称重结果并不是该处的实际载荷值。称重设定位移值,要根据具体顶升对象的结构和材质而定。
(2)顶升
建筑物的顶升与普通刚性物体的顶升有以下两点不同。一,普通物体顶升可以认为是单点顶升,而建筑物顶升是多点顶升,顶升过程要彼此协调,否则会产生倾斜或“虚腿”现象。二,普通物体进行顶升通过一个闭环反馈控制即可实现,使实际位移围绕理想位移上下波动,然后稳定在误差允许的范围内,即顶升对象在然后位置附近上下往复震动。建筑物不是刚性结构,上下往复震动在建筑物顶升中是不允许的,否则会产生额外的应力,对建筑物内部结构造成很大损害。因此,液压顶升装置顶升时的位移是只增不减,即单向的。当顶升到预定位置后,由于建筑物是大负载,惯性极大,不能立刻停止,只能靠自身重力减速停止。所以,在顶升工况,采用的顶升方法对工程的顺利完成有很大影响。
顶升工程任务类型主要有两类,一类是所有顶升点的顶升位移都相同,另一类是顶升点的顶升位移不是都相同。一类可以看作二类的情况。顶升中拟采用分步的顶升方法,以避免建筑物顶升过程中出现倾斜或“虚腿”现象。分步顶升法分为同步长顶升法和同步数顶升法,两种方法的不同之处是划分每步的方法不同。
同步数顶升法是每个顶升点的顶升步数都相同,而每步顶升的位移不同的方法。分步顶升法按照同步长顶升法或同步数顶升法,将整个顶升过程分成了很多小步,按顺序同步顶升。开始顶升后,先按照所划分的步给各顶升点分配顶升任务并设置液压提升设备,然后按照采样周期采样得来的位移判断所有顶升点是否都完成本步顶升的位移,完成任务则停止本步顶升,没完成任务则继续,直到全部完成。再判断是否所有步都已完成,完成则顶升结束,否则继续向各顶升点分配下一步任务。对于每步顶升中的位移精度,可以通过智能控制算法来提高。本步产生的误差,在下一步顶升中可以清理,因此然后顶升误差由较后一步的顶升误差决定。此种方法控制精度较高,控制方法简单,便于计算机控制,自动化程度高。
(3)保压
保压是顶升完成后,为了后续施工而暂时保持顶起的一种工况,其主要任务就是保持顶升完成后的顶升位置不变。
保压主要是靠液压系统的自锁机构保持顶升位置不变,自锁机构一般采用手动开关阀门或液控单向阀,手动开关阀门用于自动化程度不高的设备,而液控单向阀则可以用于自动化程度较高的设备。保压精度和较大保压时间主要由液压系统中所使用的液压元件的制造精度、密封性决定。单靠手动开关阀门或液控单向阀进行保压,保压时间不能太长,因为即使制造精度再高,密封性再好,也无法避免泄漏,保压时间过长,顶升位置将超出误差允许范围。如果需要长时间保压,应提供动力源。一旦系统检测到顶升误差超出允许范围,则动力源立刻启动,调用顶升程序,将其顶回到原位,即顶升位移量就是产生的误差。
(4)带载下降
带载下降是在顶升和后续施工完成后,将建筑物或大型结构物降回到较低位置的工况。此过程其实质是顶升过程的逆过程,承受的负载相同,下降方法也相似,只是位移方向相反。
河北省沧州鼎恒液压机械制造有限公司(http://www.czdhyy.com)是一家以液压顶升器、液压顶升机械及其配套设备为主,集设计、开发、生产于一体的液压机械设备制造公司,为我国安装工程的事业奉献光热,为锻造我国液压提升产业丰碑而向前。
原文链接:http://www.b2btop.com/chanpin/4253.html,转载和复制请保留此链接。
以上就是关于湖北液压提升设备制造企业~鼎恒液压供应液压顶升全部的内容,关注我们,带您了解更多相关内容。
以上就是关于湖北液压提升设备制造企业~鼎恒液压供应液压顶升全部的内容,关注我们,带您了解更多相关内容。